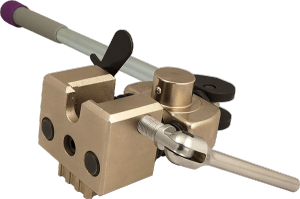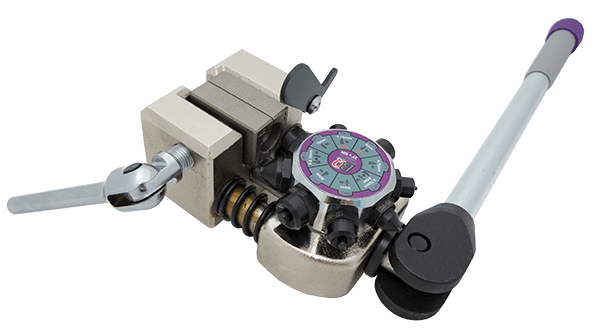
BrakeQuip High-Speed Flaring Tools are the industry standard for accurate and consistent flares. All models have these features:
- Smooth channel dies minimize tube scarring and deformation for a show-quality finish.
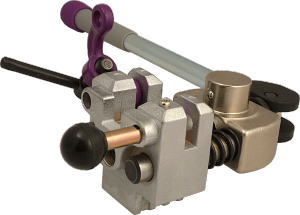
- The cam-and-lever design, combined with ball-detent turrets, provide fast and easy operation.
- BrakeQuip flaring tools are designed to be used in a bench vise or with our table flange mount (PN BQ350-1).
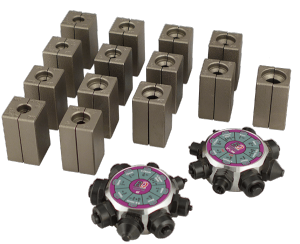
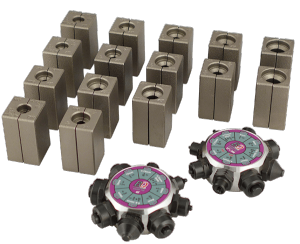
- Replacement components are available, all the way down to the individual punches on the turrets.
For use on light-walled tubing (including stainless) sized 3/16″ to 3/8″ OD. The kits can also flare copper-nickel tubing up to 1/2″ OD.
Flaring Tool Kits
BrakeQuip offers several flaring tool kits to meet a variety of needs. The most basic distinction can be made based on flare type.
- The BQ350/BQ350A kits make 45°, 37°, and DIN flares
- The BQ351 kit make 45° and DIN flares
- The BQ352 kit makes 37° flares
The A-model kits have several upgraded features, described in detail below.
Carry case
All BrakeQuip flaring tool kits come with a carry case. (Here, the BQ350A is pictured.)

Mounting flange

This mounting flange is compatible with every BrakeQuip flaring tool. It is included with the A-series flaring tool kit (BQ350A).
BQ350A